15856952251
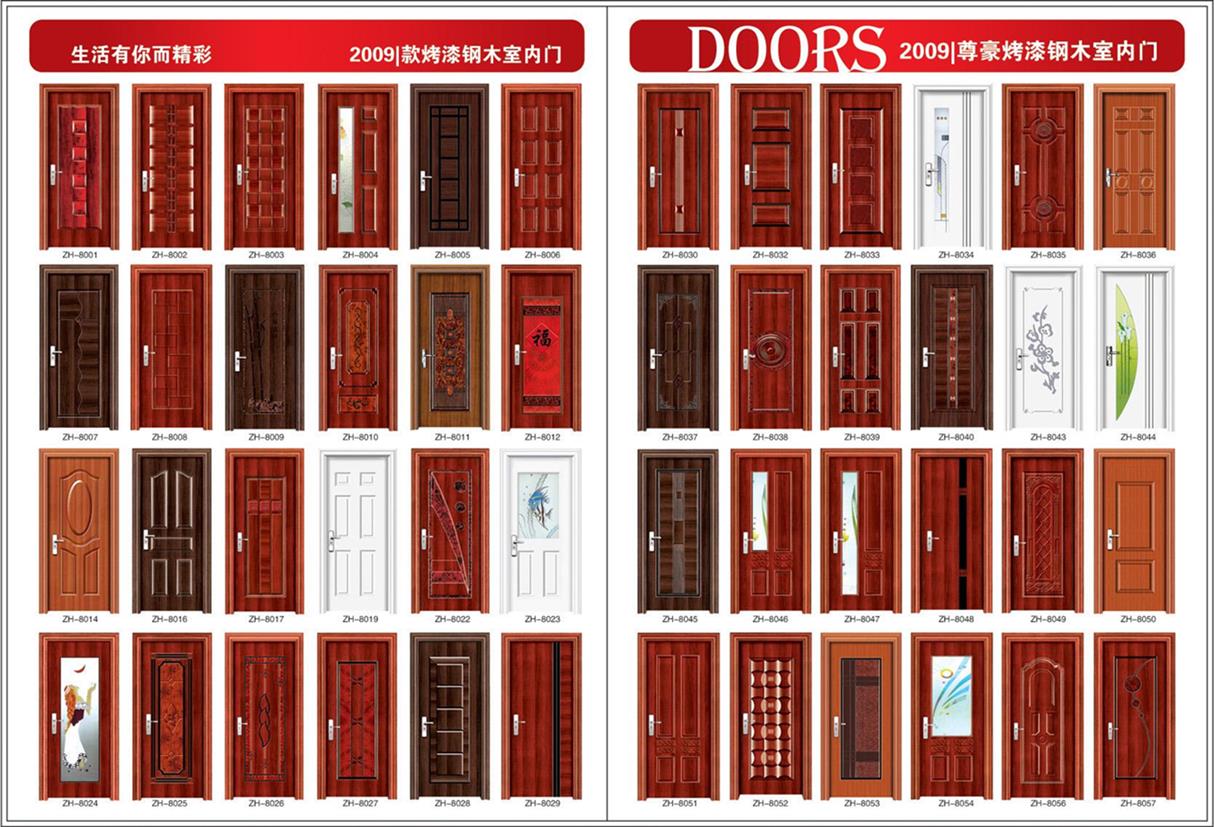
產品描述
Development, design, production and sales in one of the manufacturing enterprises
您是第7318983位訪客版權所有 ©2026-04-21 皖ICP備2024051941號-1
安徽吉運祥門窗有限公司 保留所有權利.
手機網站
微信號碼
地址:安徽省 合肥市 長豐縣雙墩鎮吳店工業園
聯系人:李女士女士(銷售)
微信帳號:
首頁
產品分類
熱線電話
在線咨詢